Hyundai Steel Dangjin Blast Furnace No. 3 Bosh Repair

Hyundai Steel operates three 5250 m³ IV Blast Furnaces at the Dangjin site in South Korea. Blast Furnace 3 has been commissioned in 2013. Premature failure of copper staves in the belly and lower stack necessitated replacement thereof in 2018. The bosh silicon carbide lining also deteriorated significantly causing leaking copper plate coolers and shell hot spots. Shotcreting in 2019 provided temporary protection, but repeating shotcreting would compromise Hyundai Steel operating KPIs and it was therefore decided to execute a 20–day campaign extension repair in 2021. The tuyere ring and bosh design have been upgraded to graphite, modern copper plate and MTT coolers. The mid-campaign repair also included replacement of one row of copper staves. This article addresses the designs, campaign extension repair project and results.
Introduction
Hyundai Steel operates three mega Blast Furnaces at the Dangjin iron– and steelmaking plant in South Korea. This modern plant has been commissioned since 2010 and is illustrated in Figure 1.

Figure 1 – Hyundai Steel Dangjin Site
The main data of the three Blast Furnaces are identical except that BF1 and BF2 have been commissioned in 2010 and BF3 has been commissioned in 2013. The bosh design of BF3 also differs from BF1 and BF2 as it includes eight rows of copper plate coolers instead of copper stave coolers and three rows of copper plate coolers as implemented at BF1 and BF2. The main data of BF3 are listed in Table 1.
Table 1 – Hyundai Steel BF3 Main Data
| Inner Volume | 5250 m³ |
| Hearth Diameter | 14.8 m |
| Tuyeres | 42 |
| Tapholes | 4 |
| Capacity | 4.5 Mtpa |
| Production Rate | 12,230 tHM/24h |
Hyundai Steel BF3 – 2013
The 2013 general arrangement, tuyere ring and bosh design of Hyundai Steel BF3 are illustrated in Figure 2. This design includes:
- Underhearth water and hearth shell jacket cooling
- (Ultra–)micropore carbon blocks and ceramic cup in the hearth
- Ceramic refractory in the tuyere ring
- Eight rows of copper plate coolers and silicon carbide refractory in the bosh
- Six rows of copper staves in the belly and lower stack
- Seven rows of cast iron staves in the middle & upper stack and throat armor
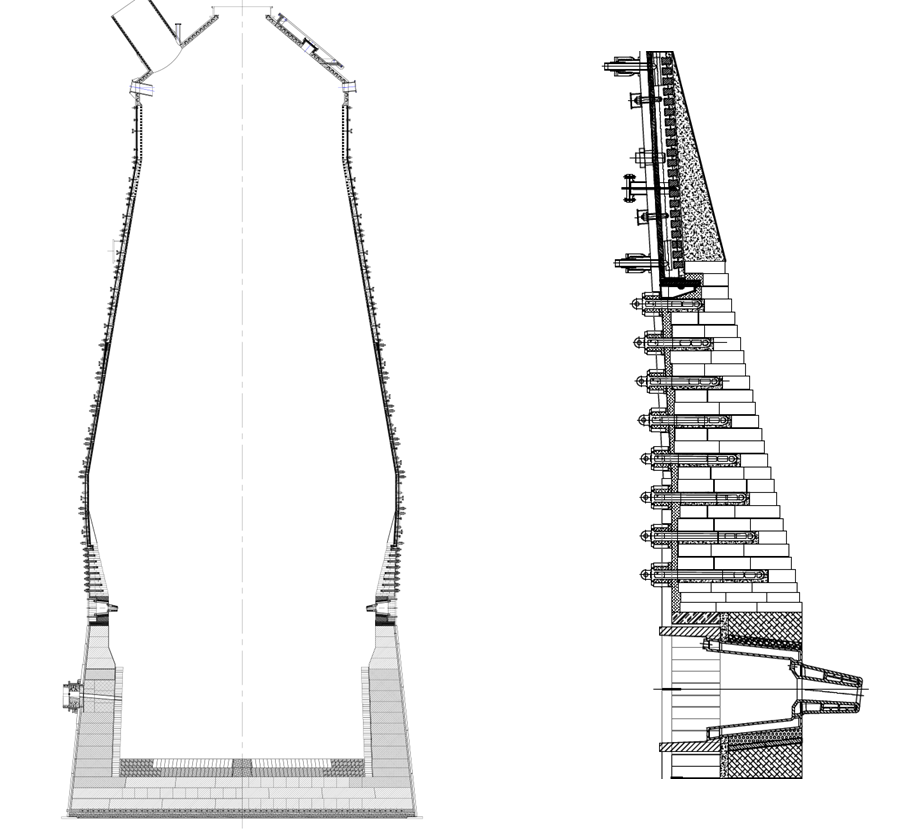
Figure 2 – Hyundai Steel BF3 General Arrangement, Tuyere Ring and Bosh Design (2013)
BF3 design differs from BF1 and BF2 as these two BFs include copper staves in the bosh. Instead BF3 includes copper plate coolers and silicon carbide in the bosh as this was believed to better protect the tuyere ring due to a more optimum operating profile. However, an optimum operations profile from the bosh copper plate coolers to copper stave coolers needs to be present during the entire campaign. The transition from bosh copper plate coolers to the copper stave coolers in the belly is always challenging as deterioration of the operating profile compromises gas distribution and burden descend. This may cause efficiency and fuel rate penalties.
Deterioration of a silicon carbide bosh lining will furthermore expose the copper plate coolers to aggressive operating conditions. This can cause copper plate coolers deformation and burn–outs. Ultimately the BF shell will be exposed to high temperatures causing hot spots, deformation and cracks. These phenomena have been occurring at Hyundai Steel BF3 and are illustrated in Figure 3.

Figure 3 – Bosh Refractory and Copper Plate Cooler Failures
BF3 premature failure of copper staves in the belly and lower stack already necessitated replacement of two rows thereof in 2018. The bosh silicon carbide lining also deteriorated significantly within a few years after commissioning causing leaking copper plate coolers and shell hot spots. Shotcreting in 2019 provided temporary protection, but repeating shotcreting would compromise Hyundai Steel operating KPIs and it was therefore decided to execute a 20–day campaign extension repair in 2021.
Hyundai Steel BF3 – 2021
The 2021 general arrangement, tuyere ring and bosh design of Hyundai Steel BF3 are illustrated in Figure 4. This design includes a new graphite tuyere ring. The bosh design includes seven rows of new copper plate coolers and graphite refractory lining. MTT copper coolers are installed in the eight row to ensure a perfect transition to the belly copper staves. These belly copper staves were already replaced in 2018 and the new 2018 design also included an inclined lower section to ensure a more optimum operations profile.
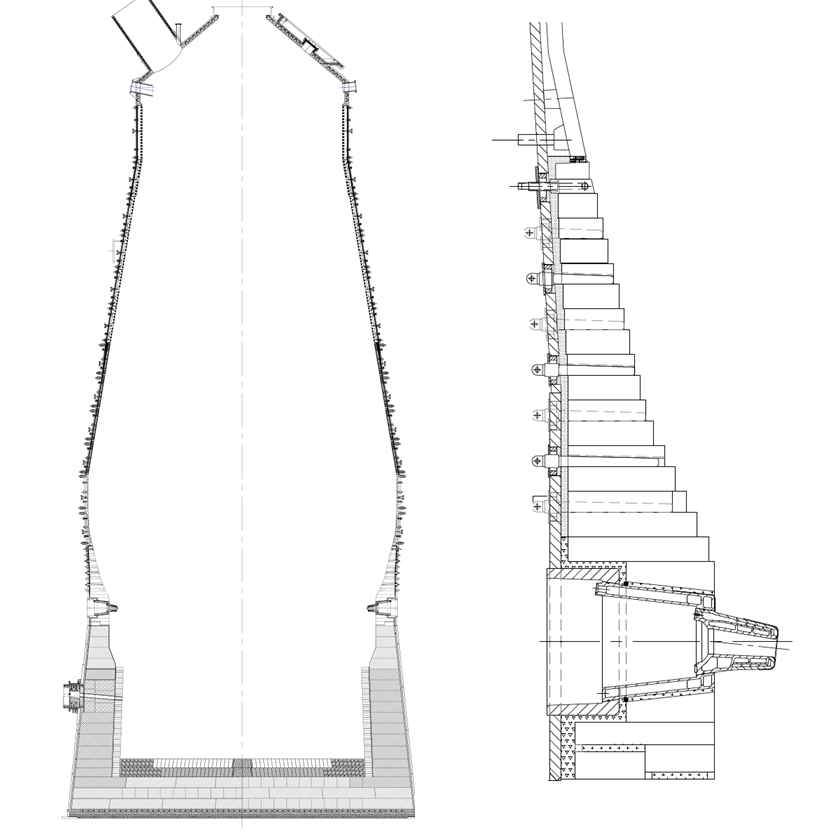
Figure 4 – BF3 Tuyere Ring and Bosh Design (2021)
More than 70 graphite tuyere ring designs and 87 graphite bosh designs have been commissioned since 1983. The first graphite reference has been commissioned at Hoogovens IJmuiden Blast Furnace 5 in 1971. Its performance was excellent as illustrated in Figure 5, which was made several years after commissioning.

Figure 5 – Hoogovens Graphite Tuyere Rind and Bosh Design
Graphite refractory has excellent characteristics for application in the tuyere ring, bosh, belly and lower stack due to the high thermal conductivity, compressibility and elasticity. A comparison of graphite, silicon carbide and high alumina is listed in Table 2. The spalling limit of graphite is 500°C/min whereas the spalling limits of silicon
carbide and high alumina are only 50°C/min and 5°C/min. Actual measurements in operating BFs indicate that operating temperature fluctuations could be 50°C/min up to 200°C/min. The cracking temperature of graphite is also significantly higher than silicon carbide and high alumina refractory. Low cracking temperatures necessitate refractory engineering expansion allowances, which usually deteriorate in time.
Table 2 – Refractory Material Characteristics
| Material | Thermal Conductivity [W/mK] | Spalling Limit [°C/min] | Cracking Temperature [°C] |
| Graphite | 60 – 180 | 500 | 3300 |
| Silicon Carbide | 10 – 20 | 50 | 200 |
| High Alumina | 1 – 2 | 5 | 160 |
Hyundai Steel BF3 new design includes seven rows of modern copper plate coolers with machined surfaces for optimum heat transfer efficiency. The copper plate coolers include a nose water cooler channel, which could be entirely isolated if a leakage would ever occur.
A Metal Tube Technology (MTT) copper cooler has been designed to ensure a perfect transition to the belly copper staves. The MTT copper coolers compromise a cast-in Monel pipe, which has ultra–high strength and melting point to ensure it would never leak as replacement of the MTT copper cooler is complicated.
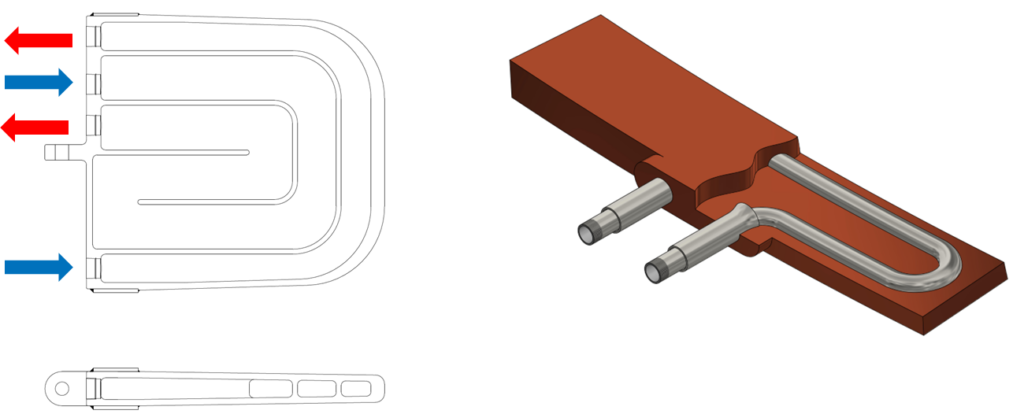
Figure 6 – Modern Copper Plate Cooler and MTT Copper Cooler
Typical bosh FEM simulations isotherm results are illustrated in Figure 7. These simulations reflect three load cases i.e. normal, high and peak heat load operations. The position of the refractory thermocouples is also indicated in the illustrations. Normal, high and peak heat load operations should result in actual thermocouple readings of approximately 50°C, 150°C and 250°C, respectively.
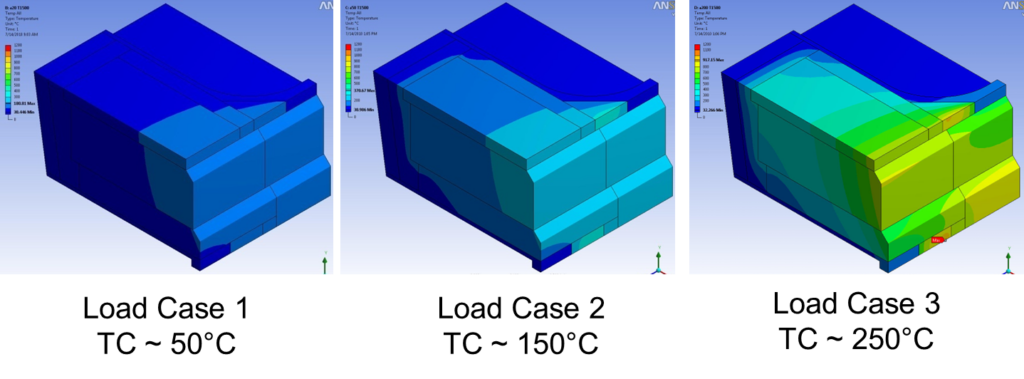
Figure 7 – Bosh FEM Simulations Isotherm Results
Bosh FEM Simulations Temperature and Heat Flux Results are summarized in Table 3. These results indicate that the shell temperatures will always be low. Graphite temperatures are also low except if the bosh lining is exposed to peak heat load conditions. It is our experience that such peak heat load conditions only occur locally
and the duration is short. They are usually caused by either gas channeling or loss of slag coating protection.
Table 3 – Bosh FEM Simulations Temperature and Heat Flux Results
| Load Case | TShell | TEGF | QFEM |
| 1 (normal) | 35 °C | 136 °C | 29 kW/m² |
| 2 (high) | 42 °C | 288 °C | 67 kW/m² |
| 3 (peak) | 58 °C | 840 °C | 169 kW/m² |
Campaign Extension Repair
The 2013 bosh silicon carbide lining deteriorated significantly within a few years after commissioning. This caused leaking copper plate coolers and shell hot spots. Shotcreting in 2019 provided temporary protection, but repeating shotcreting would compromise Hyundai Steel operating KPI’s and it was therefore decided to execute
a 20–day campaign extension repair in 2021. The tuyere ring and bosh design have been upgraded to graphite and modern copper plate coolers. The mid-campaign repair also included replacement of one row of copper staves.
The contract for engineering, supply and advisory services has been awarded by Hyundai Steel to Danieli Corus in March 2020. The engineering has been conducted and concluded in less than three months even though corona constraints challenged everyone. All the materials and equipment have been supplied in January 2021 and BF3 blow–down could commence in March 2021.
The total duration of the campaign extension repair could be limited to 20 days and included:
- Blow–down
- Salamander tapping
- Replacement copper staves in row S3
- Removal remaining burden & refractory and installation of capping layer
- Safety deck & jib cranes at S1
- Repair tuyere ring and bosh (187 ton refractory and 336 cooling elements)
- Blow–in
The successful blow–down of Hyundai Steel BF3 has been initiated on March 23rd, 2021. Salamander tapping was made thereafter into multiple torpedo’s. The total amount of salamander tapping liquid hot metal has been approximately 1100 tons (Figure 8).

Figure 8 – Salamander Tapping
The bosh copper plate coolers could be removed after salamander tapping and S3 row copper staves (56 pieces) could be replaced without people entering the BF. Replacement of the copper staves was done very efficiently through four access doors and using four temporary monorails (Figure 9).

Figure 9 – Replacement of Row S3 Copper Staves
A large shell portal was then cut to allow for entry of two demolition machines to remove the remaining coke, burden and refractory. No quenching was made as this would cause a risk of phreatic explosions of the ultra–micropore carbon block at blow–in. Instead a slag sand and castable capping layer was installed on the remaining burden in the hearth. This capping layer ensures safe working conditions for people inside the BF and it acts as the temporary foundation for the working platforms. Four vent lines were routed through the shell to remove any CO gas which could be created underneath the capping layer. The two demolition machines and the capping layer are illustrated in Figure 10.

Figure 10 – Demolition and Capping Layer
Similar capping layers have been used at many other campaign extension repairs including:
- Acesita Timeto BF2
- Bethlehem Sparrows Point BF L
- Hoogovens IJmuiden BF7
- Ilva Taranto BF5
- Inland Steel Indiana Harbor BF5
- Inland Steel Indiana Harbor BF7
- ISCOR Vanderbijlpark BF D
- OneSteel Whyalla BF2
- SAIL Bhilai BF7
A safety deck and jib cranes were installed through four temporary openings at level S1. The jib cranes were used for transportation of the refractory materials into the BF. The safety deck provided protection against the risk of falling debris from either top cone or uptakes.
Installation of the tuyere ring could start within 200 hours after start of the blow-down procedure. A leveling course was necessary to ensure that the tuyere ring graphite blocks could be installed at the right elevation. These tuyere ring graphite blocks are installed dry i.e. without mortar. Figure 11 includes two pictures of the graphite tuyere ring installation. It is also clear that Hyundai Steel has been very successful in securing clean and safe working conditions.

Figure 11 – Installation Tuyere Ring
The seven rows of new copper plate coolers and the bosh graphite refractory lining could be immediately installed after completion of the tuyere ring. Installation could be executed very efficiently due to excellent logistics and labor personnel.

Figure 12 – Installation Bosh Graphite and Copper Plate Coolers
The transition to B2 copper staves is critical as premature deterioration thereof could otherwise cause risk to operations. New MTT copper coolers were therefore designed and installed to provide maximum cooling efficiency of the graphite lining underneath. The lower part of B2 copper staves appeared to have partially degraded and the remaining space was filled with silicon carbide ramming material (Figure 13). Installation of the tuyere ring and bosh could be conducted within 200 hours.

Figure 13 – Transition Bosh/Belly
Removal of construction equipment, safety platform, jib cranes and installation of nearly 12,000 sleepers for blow–in was realized within less than 70 hours. Blow-in was made successfully and BF operations could be continued on April 12th, 2021. The total duration of the campaign extension repair could thus be limited to 20 days.
Operating and monitoring data before and after the campaign extension repair are illustrated in Figure 14. The production rate could be increased significantly at low bosh refractory temperatures. These temperatures indicate normal to high heat loads in the bosh and are comparable to the FEM analysis results.
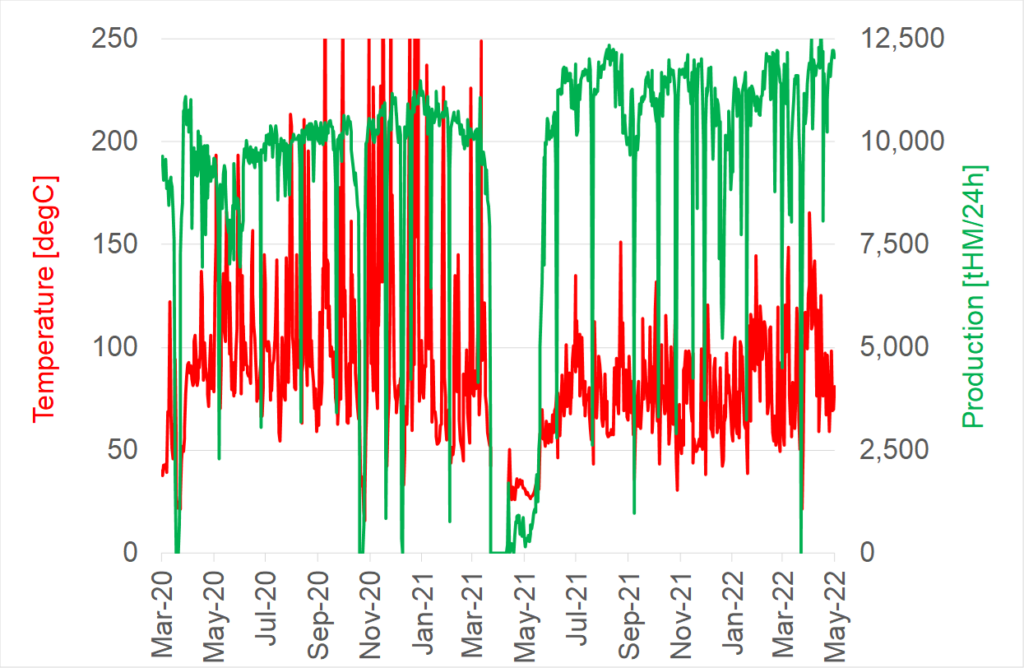
Figure 14 – Operating and Monitoring Data 2020–2022
Conclusions
- Hyundai Steel BF3 has been commissioned in 2013
- Premature failures of copper staves, tuyere ring and bosh refractory have been occurring since 2015
- A successful campaign extension repair has been executed in 2021 including replacement of one row of copper staves and an upgrade of the tuyere ring and bosh designs
- The project has been executed in one year and the shutdown has been limited to 20 days
- Bosh refractory temperatures after the campaign extension repair are comparable to FEM analysis for normal and high heat load operations
- Production rates have been significantly increased after the campaign extension repair
- The successful project could only be achieved by the professional, effective and efficient teams of Hyundai Steel and their contractors
Acknowledgements
We appreciate and honor the authorization of HSC management to present and share this project with you. We also acknowledge the valuable, professional and excellent contribution of HSC and DC teams to realize this successful development in a record time and in good spirit and cooperation.

"*" indicates required fields

Shanxi Taigang Blast Furnace No. 5 Modernization

ArcelorMittal Nippon Steel India Greenfield Blast Furnace Nos. 2 & 3

BF–BOF Steelmaking CO2 Emissions Reduction Options